
It has been a year now since we purchased our own SLA resin 3D Printer. In this time we have had a varied degree of successes. Perhaps due to its relative infancy, we have come up against numerous issues with this printer meaning its use has been limited as it often required constant checking to ensure the process is working correctly. The best uses have come when a student has taken initiative to research the process for their own requirements. One such student is 3rd year Akhil Mathew who has kindly written about his application of the process and the various pro’s and con’s he experienced.
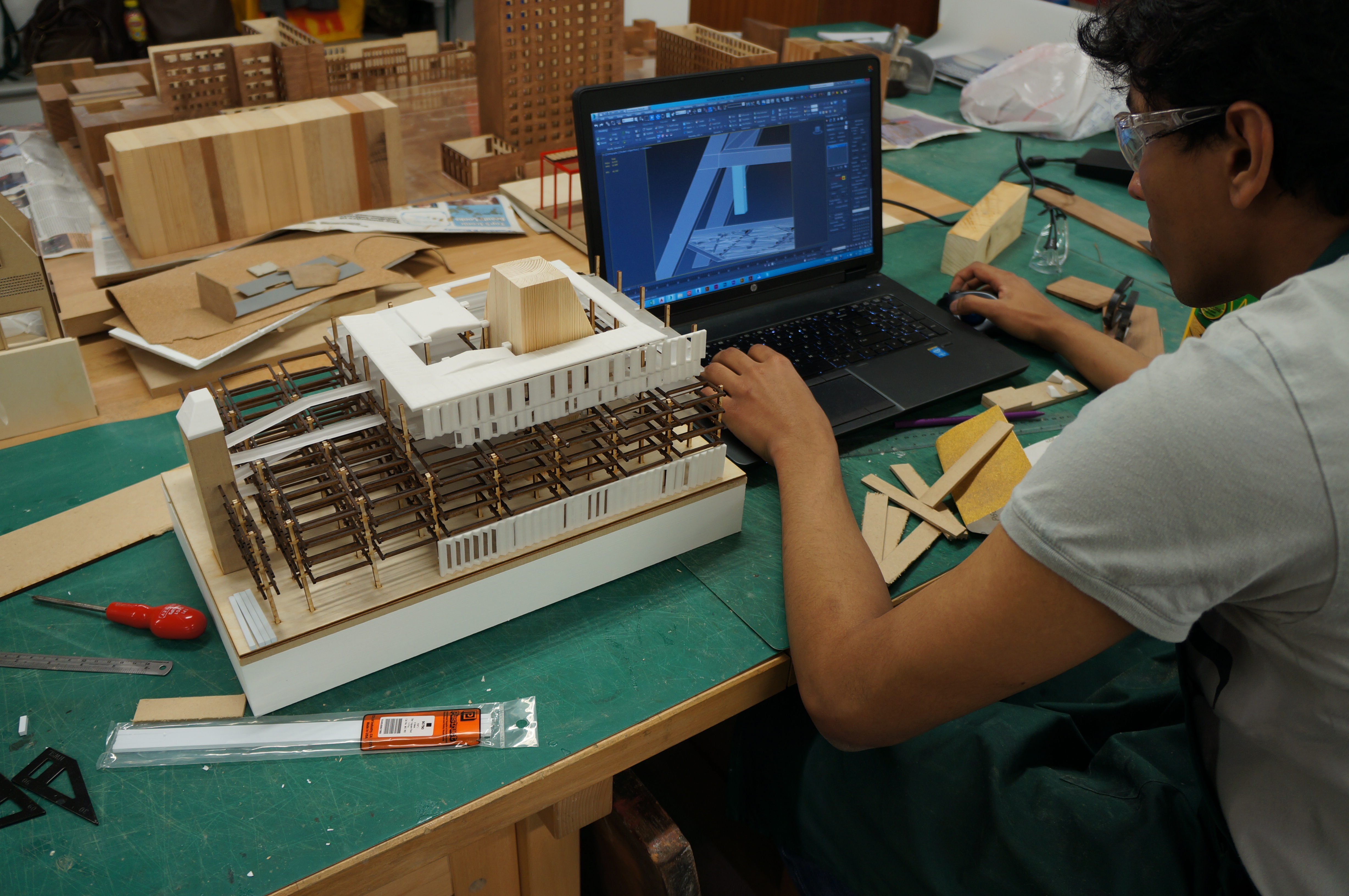
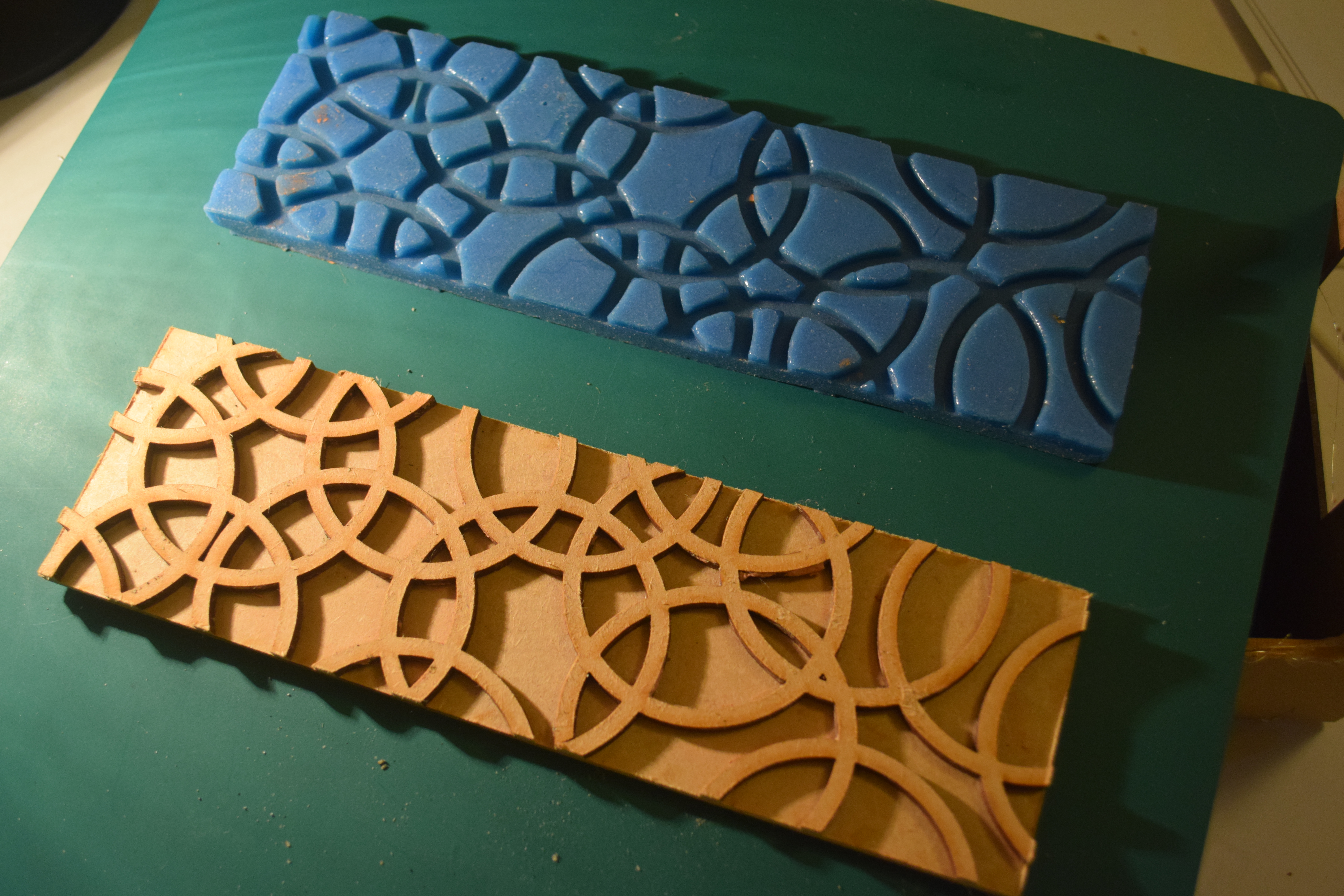
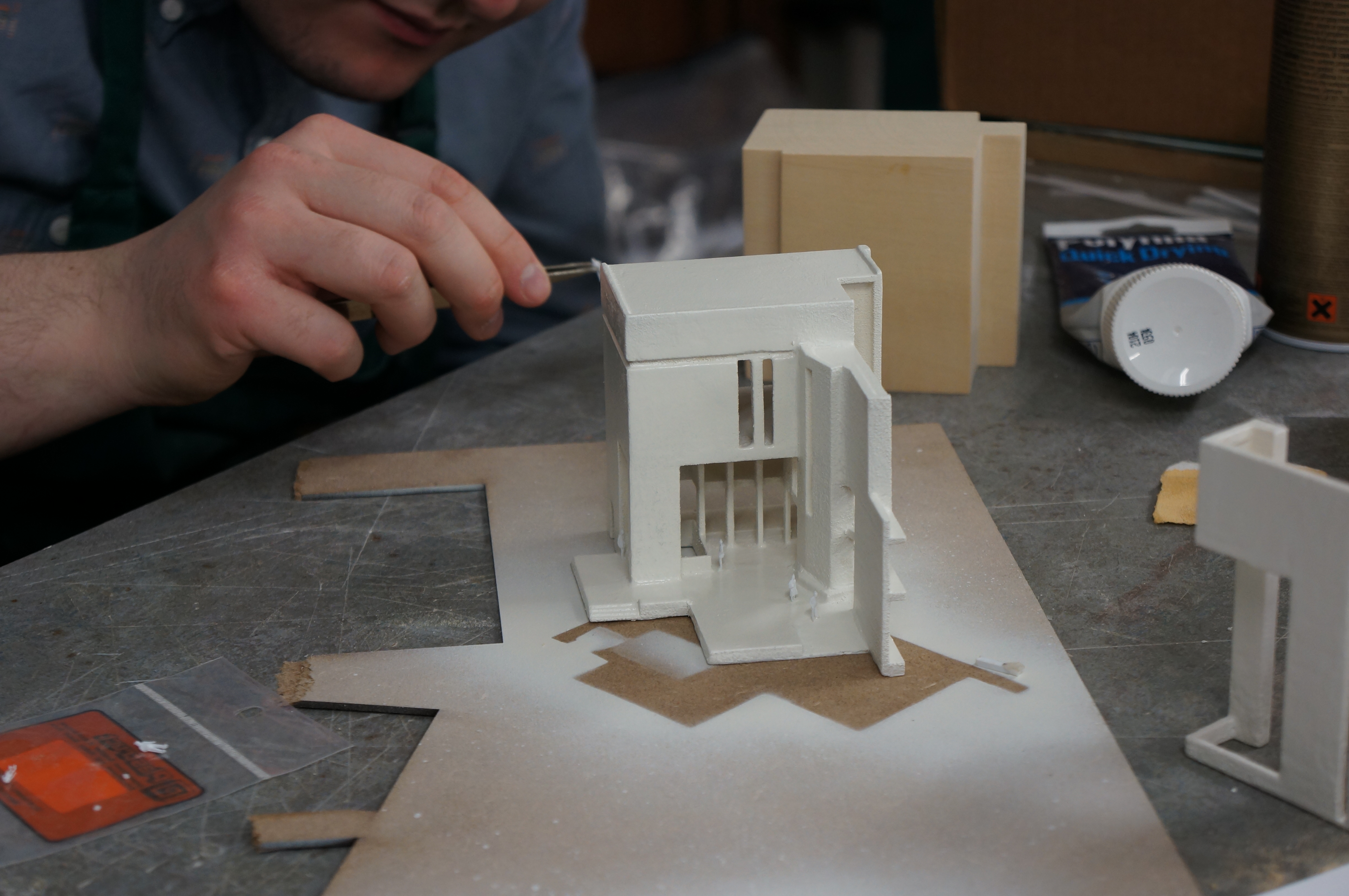
The SLA resin printer is very useful to communicate certain aspects of design due to the material the printer prints with. The printer can use a variety of coloured or clear resins to print. My project featured a separate internal structure within an external frame and therefore the clear resin was ideal for communicating this aspect of the design.
However, to make sure your model is printed correctly, a number of points need to be kept in mind.
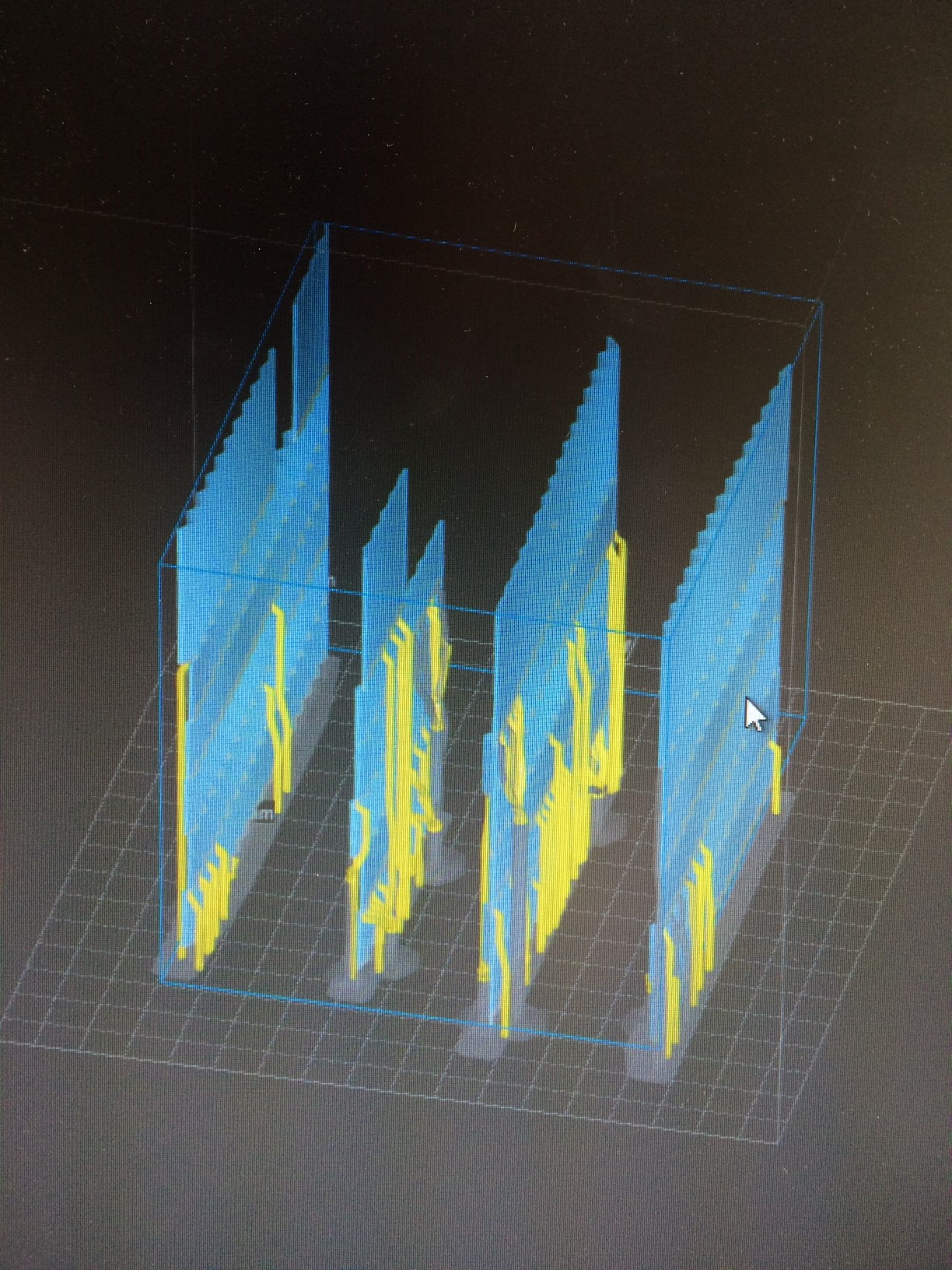
This printer is unlike the ABS and powder printers not only when it comes to material but also the orientation in which it prints. The model is printed upside in layers by slowly raising a platform out of a pool of resin. My models would often not adhere to this base platform and that would cause the print to sag on one side. This might occur due to:
- Problems with the model (inverted faces, un-welded vertices etc)
- The base platform not being clean
- Impurities in the resin
- Insufficient foundation and support material
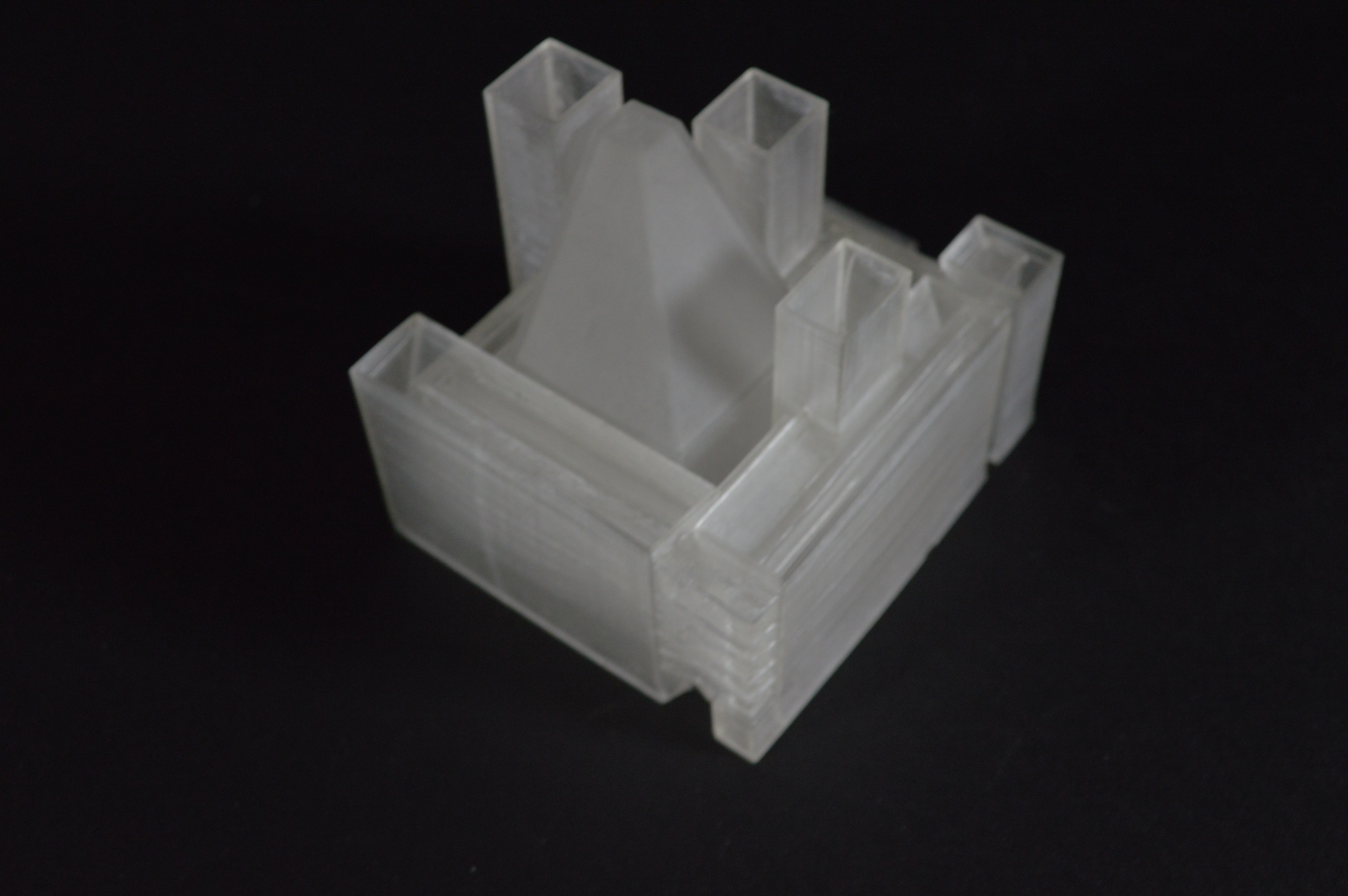
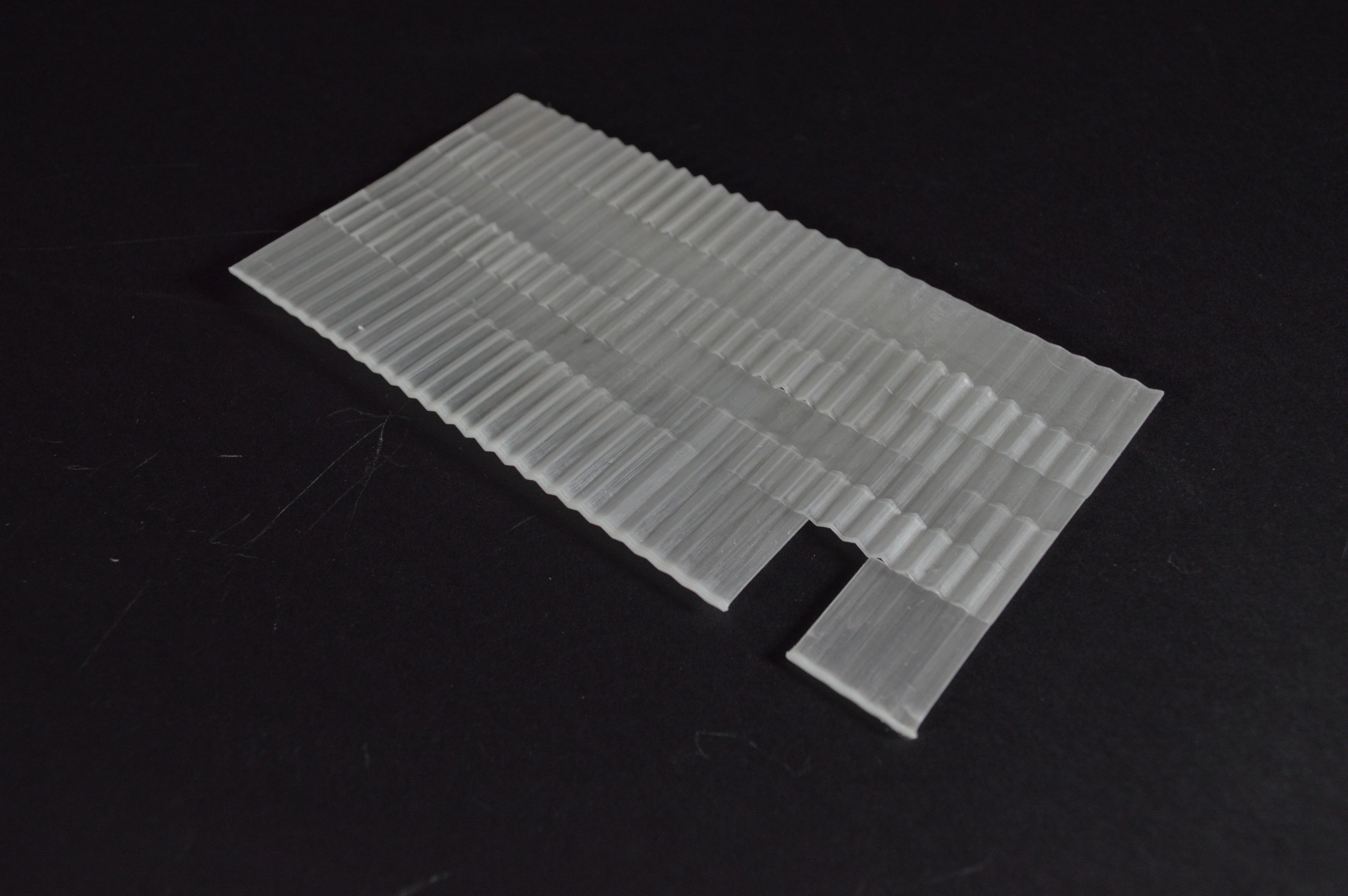
Due to the orientation in which the model is printed and the action of pulling the model out of the pool of resin may cause horizontal elements in the model to sag if vertical elements or supports are not introduced at nearby intervals. The floor plates of one of my first resin models sagged towards the inside as there wasn’t enough vertical elements. (This error would not have occurred with the powder printer or ABS printer)
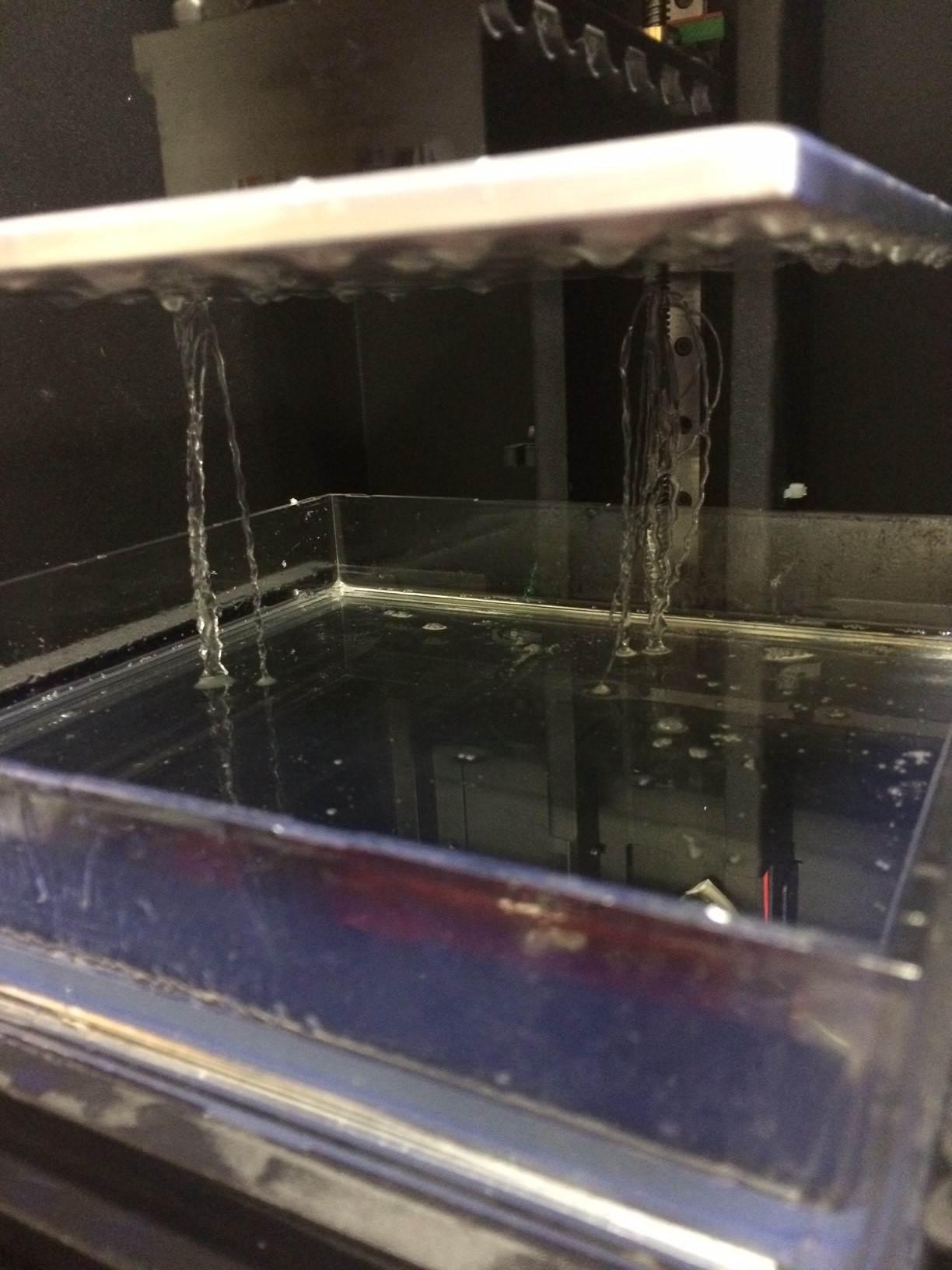

Resin may get trapped inside the model if there isn’t an opening for the resin to drain out of. Again, one my first models still has resin trapped inside it and with resin being slightly translucent, it is visible and may not be desired.
Lastly, since these types of printers are still being tested and perfected, the printers are not perfect yet. Therefore, the printer may just ignore a certain element of the model without any warning. The best ways to get around this I found were:
- Keep the model as simple as possible
- Make sure the model is one object before converting to .stl
- Within the object make sure the faces are oriented correctly
- Make sure all vertices are welded appropriately
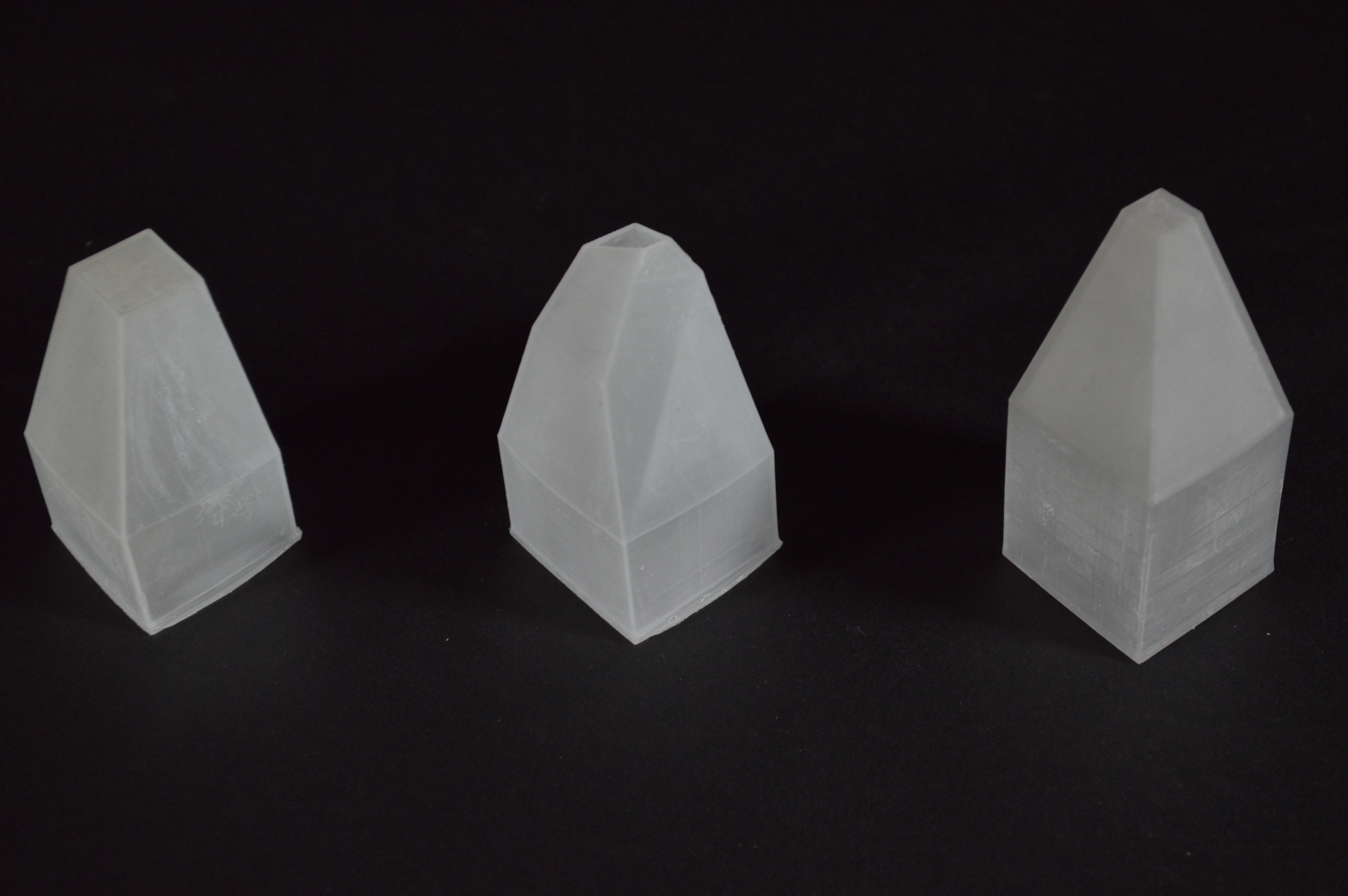
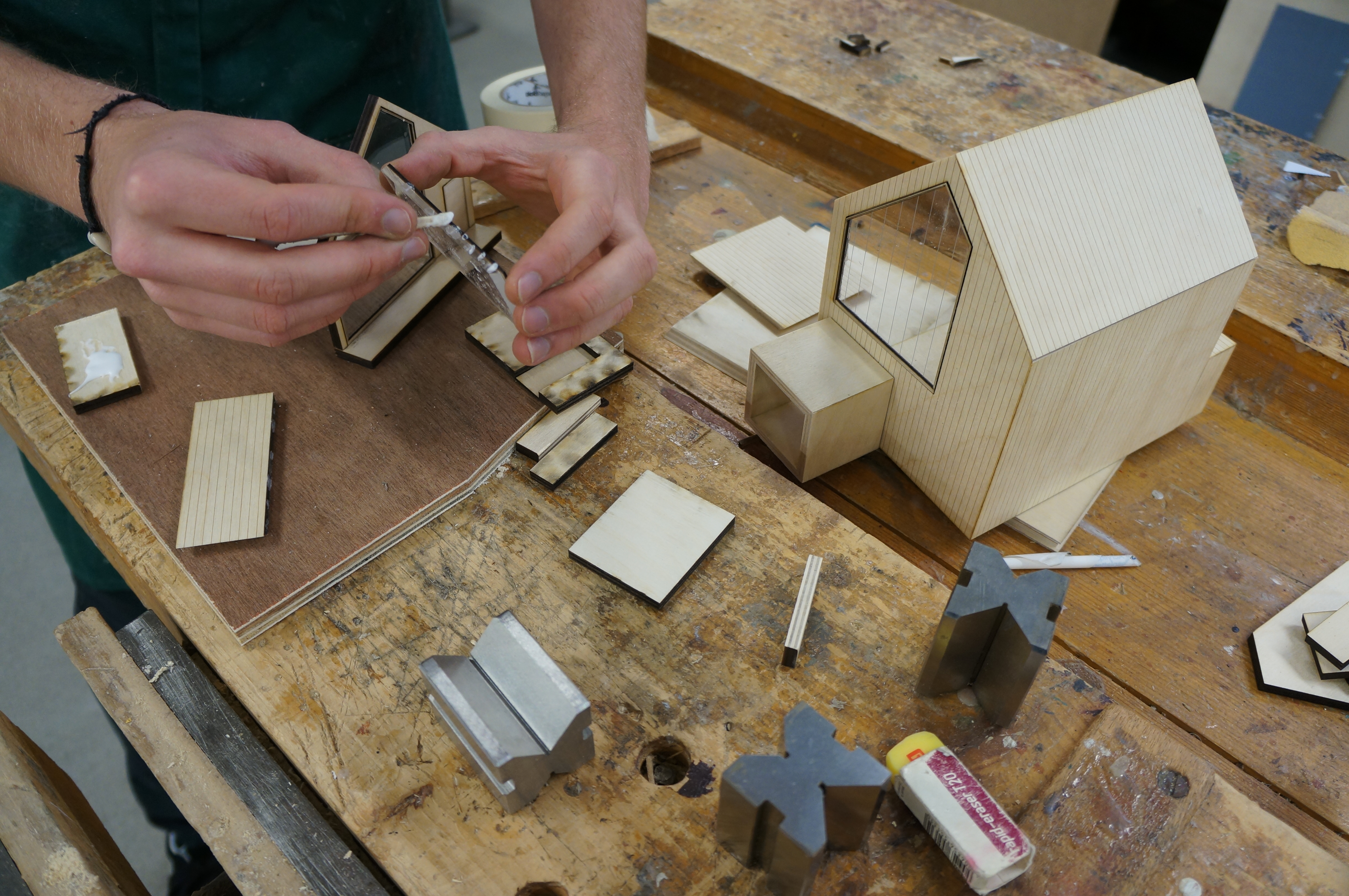
The SLA printer is a very interesting piece of equipment and the finished products if printed correctly look great and work perfectly to communicate exactly what I needed in my project.
– Akhil Mathew 2016




















































{kind=link}